Glossary
Recycling Plant Monitoring
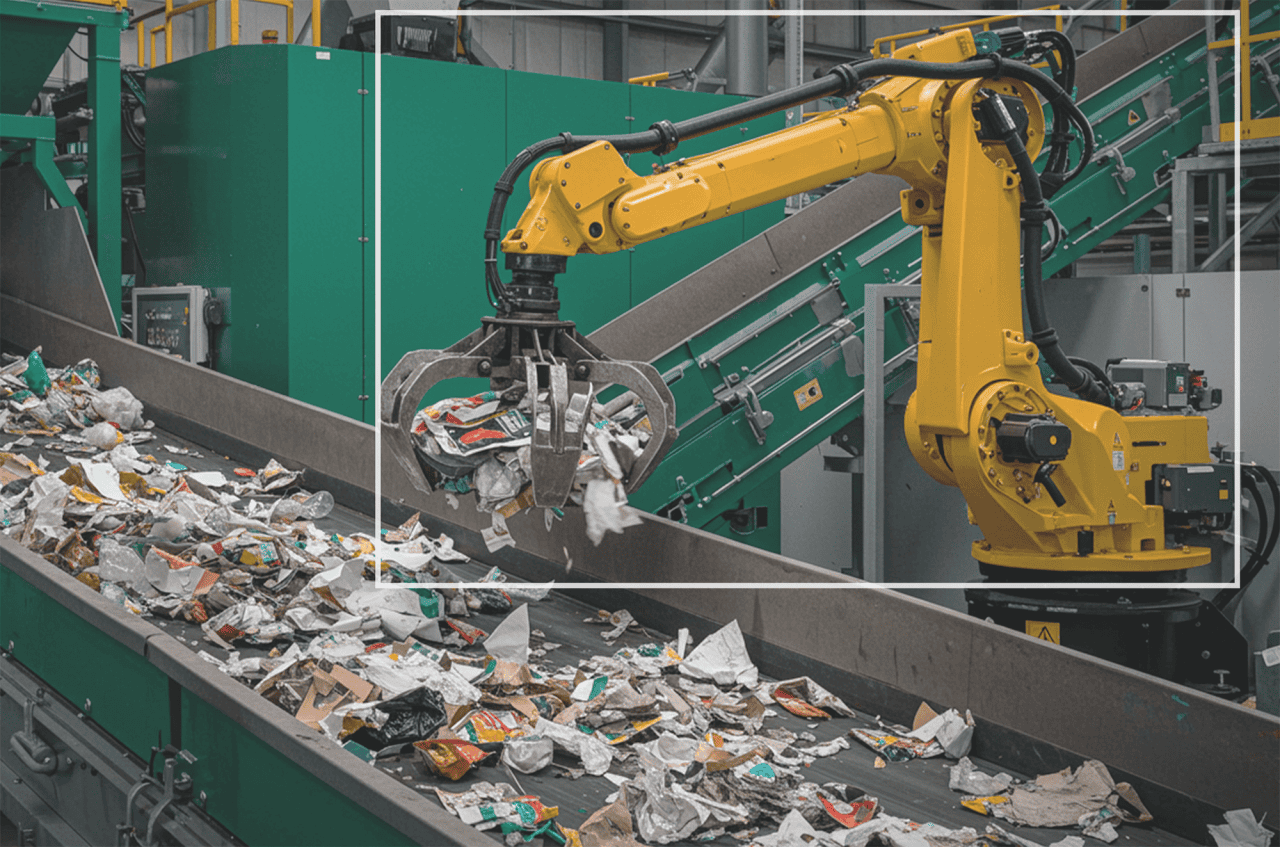
Recycling plant monitoring uses AI Vision to improve safety and visibility across recycling operations.
What recycling plant monitoring means in practice
Recycling plant monitoring applies AI Vision to environments with moving conveyors, variable materials, and heavy equipment. Visual monitoring detects unsafe access and interaction risks. Continuous detection improves safety in facilities where conditions change rapidly. This helps maintain operational continuity while protecting workers. It also gives teams better visibility into high-risk areas so they can respond faster and manage changing site conditions more consistently.
Why recycling plant monitoring matters for enterprise teams
- Protects workers
- Reduces equipment damage
- Improves operational continuity
- Supports regulatory compliance
Related content for recycling plant monitoring

Popular applications computer vision in waste management
Learn how organizations use intelligent systems to identify, track, sort, and dispose of waste with computer vision technology.
Viso Suite
Viso Suite is transforming enterprise safety, operations, and innovation with cutting-edge AI vision solutions.
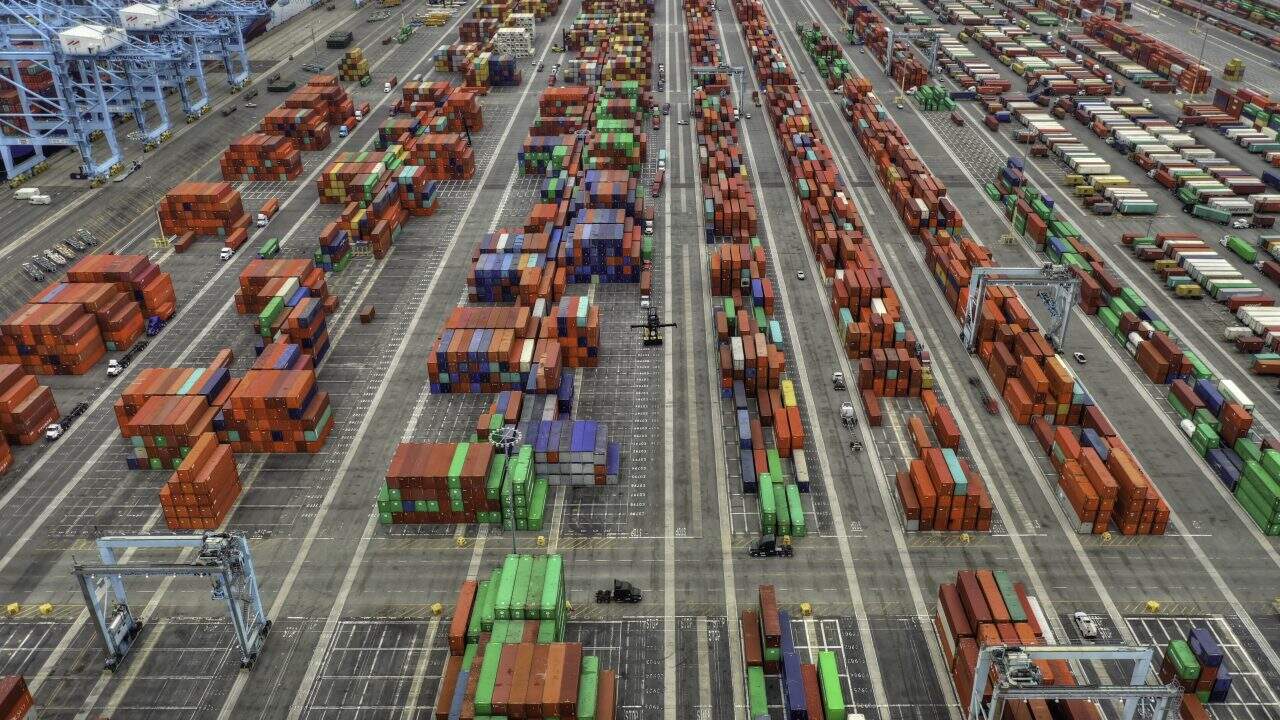
AI Vision for supply chain efficiency and lean operations
Boost supply chain efficiency and Lean operations with AI Vision. Transform camera feeds into real-time insights and optimize warehouse performance.
Deploying AI Vision for safer and efficient waste management
Discover how AI Vision transforms waste management. Learn how cutting-edge solutions enhance safety and efficiency, on a path to zero downtime and zero harm.