Skip to main content
Skip to footer
Platform
Viso Suite
Viso Suite is the leading end to end computer vision infrastructure to build, deploy, and scale AI vision dramatically faster and better.
All features
The Platform
Viso Suite
Feature index
Security
Privacy
Viso Suite whitepaper
ROI impact study
Pricing
Evaluation guide
Picking the right computer vision platform is difficult.
Help you choose an enterprise-grade platform to build, deploy and scale your computer vision applications.
Read more
Solutions
Industries
Construction
Manufacturing
Agriculture
Healthcare
Retail
Transportation
All industries
Suites
Manufacturing Health and Safety
Manufacturing Lean and Efficiency Suite
Applications
Equipment inspection
Restricted and hazard zone intrusion
Object counting
Predictive maintenance
Analog instruments reading
Crowd analytics
All applications
Spotlight application
Detect PPE
Automated safety and compliance monitoring to minimize accidents and increase efficiency.
Read more
Resources
Viso Suite
Viso Suite is the leading end to end computer vision infrastructure to build, deploy, and scale AI vision dramatically faster and better.
All features
Resources
Whitepapers
Industry Reports
Upcoming Webinars
On-Demand Webinars
HSE Toolkit
All resources
The viso Blog
Company news
Deep learning
Edge AI
Product
Computer vision
All posts
Spotlight article
How to Convince Your Team to Invest in Computer Vision
Technical teams can easily recognize the necessity of computer vision solutions, but securing executive buy-in is often the bigger challenge.
Read more
Company
Viso Suite
Viso Suite is the leading end to end computer vision infrastructure to build, deploy, and scale AI vision dramatically faster and better.
All features
Company
About viso
Partners
Ambassador programme
Careers
Contact
Spotlight customer
Reduce construction worksite accidents
Read more
Customers
Log in
Request a demo
Platform
Viso Suite
Feature index
Secure computer vision built with Viso Suite
Ensuring full data privacy for computer vision with Viso Suite
Pricing
Evaluation Guide
Industries
Resources
The viso blog
Company
About viso
Partners
Careers
Contact
Customers
Request a demo
Applications
Search
Filter by
All Industries
Agriculture
Conservation
Construction
Education
Finance
Healthcare
Hospitality
Insurance
Legal
Logistics
Manufacturing
Mining
Retail
Security
Services
Smart City
Sports
Technology
Transportation
Utilities
Filter by read length
All
Detailed Read
Quick Read
All read lengths
Detailed Read
Quick Read
Applications
Subscribe
Agriculture, Construction, Logistics, Manufacturing, Mining, Transportation, Utilities
Predictive maintenance of heavy machinery
Construction and manufacturing companies employ computer vision for predictive maintenance on heavy machinery with high accuracy.
Healthcare
Fall detection
Vision-based fall detection systems to detect accidental falls: A deep learning application to support elderly people.
Healthcare, Manufacturing, Retail, Services, Smart City
Mask detection
Automatically detect unmasked people in public spaces or indoors.
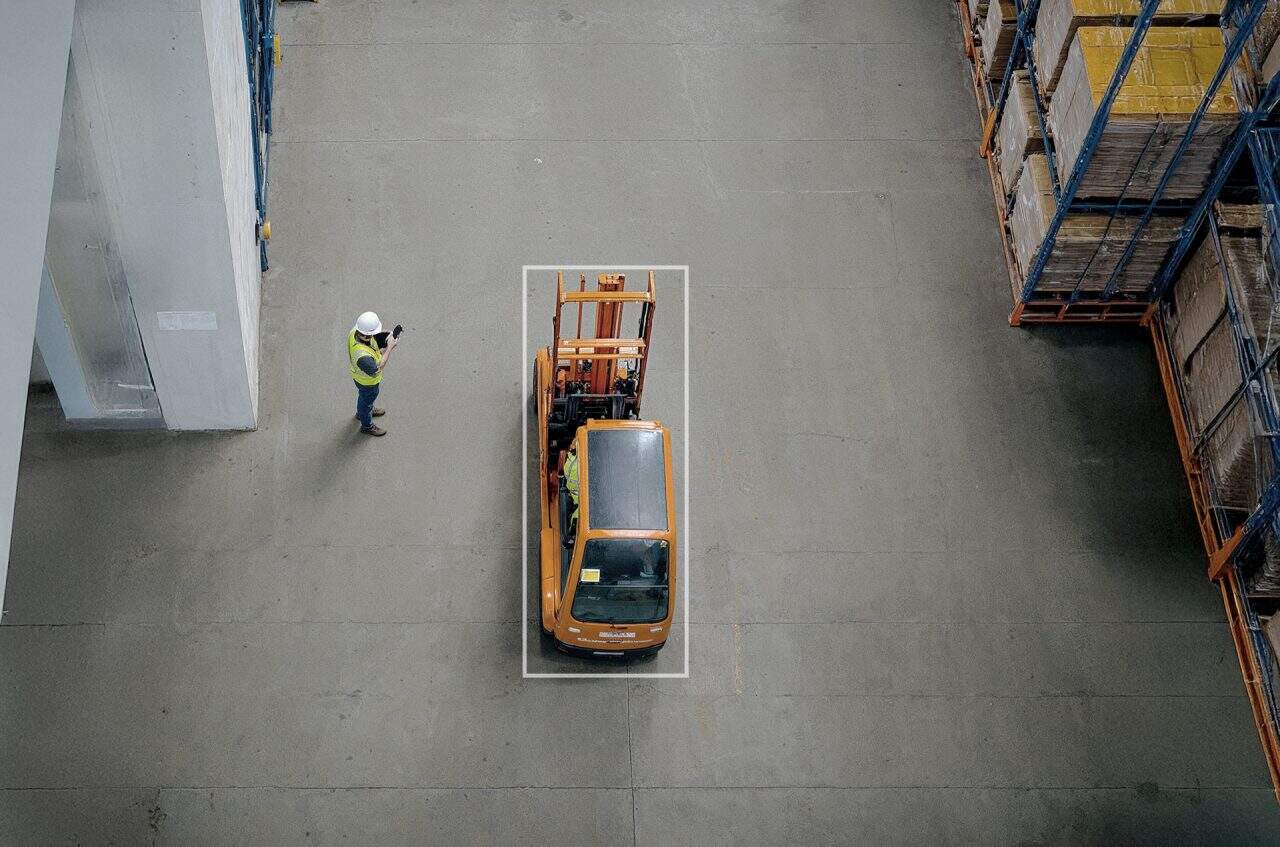
Construction, Manufacturing, Retail, Utilities
Operator readiness detection
Before safety begins on the floor, it starts with the operator behind the controls.
Manufacturing
Ghost machine and out-of-position operator detection
Identify machines running without oversight or workers in unsafe positions to prevent risk and maintain control.
Education, Healthcare, Retail, Services, Transportation
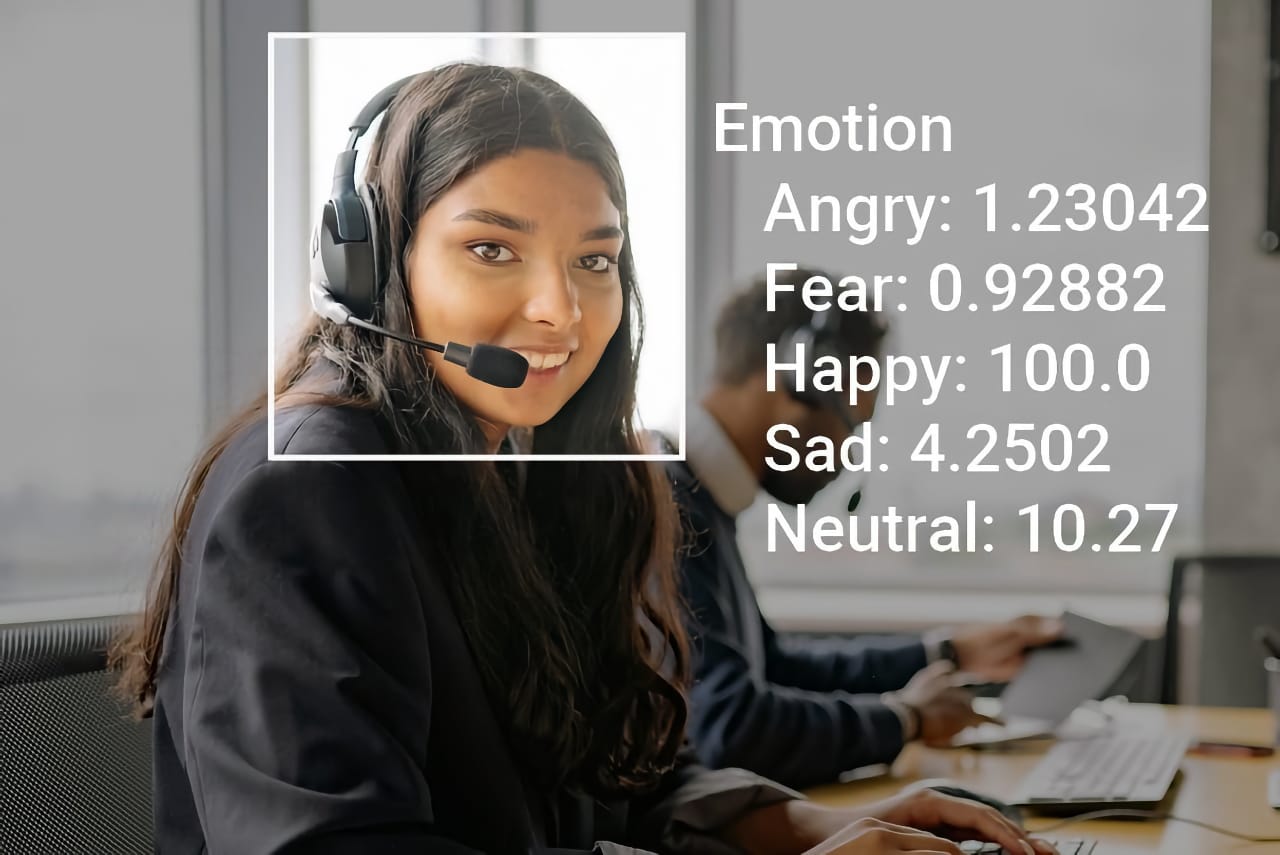
Facial emotion analysis
Perform facial analysis to detect attributes such as gender, age, emotion and more.
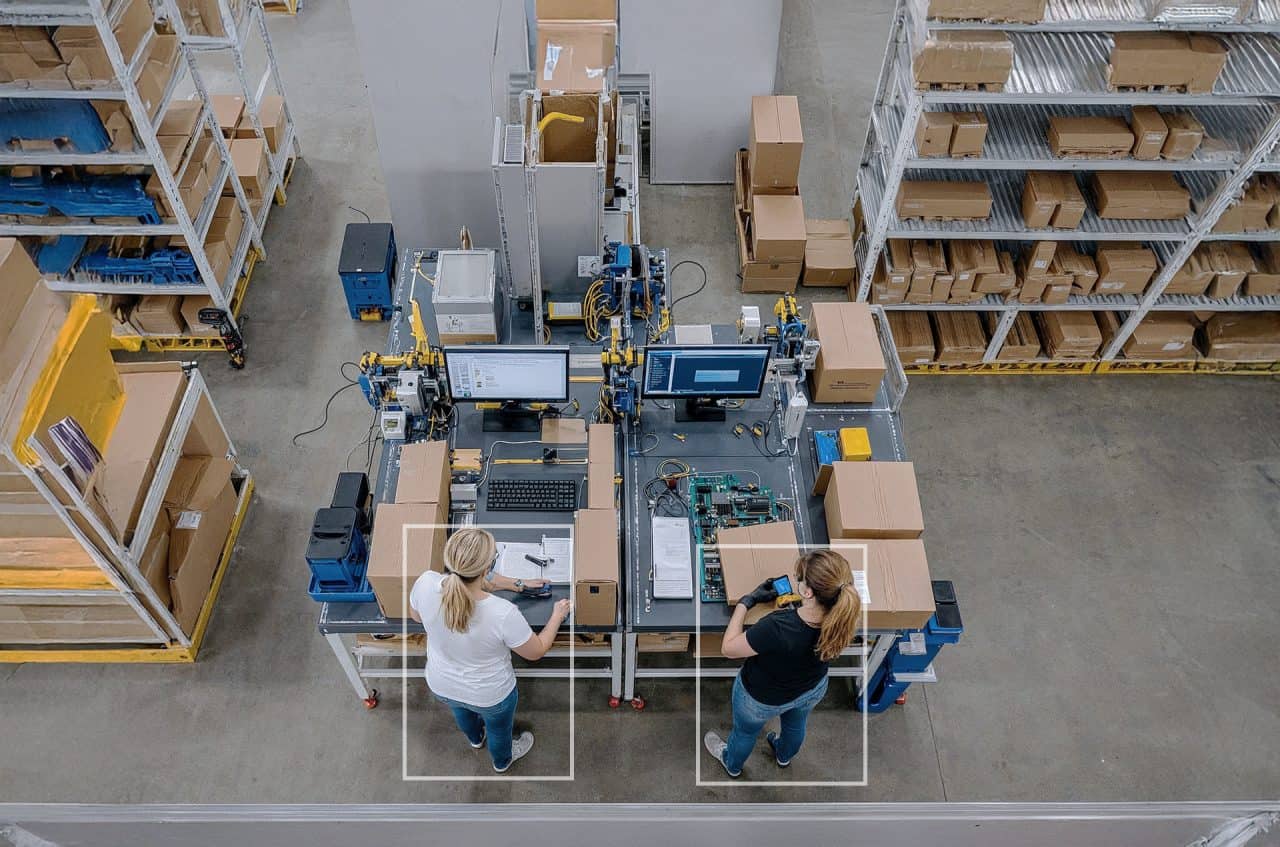
Manufacturing
Process bottleneck identification
Pinpoint bottlenecks and process slowdowns to help teams improve flow, reduce delays, and drive consistency.
Agriculture, Conservation
Popular applications of computer vision in conservation
Computer vision applications in many of theses areas are still a nascent technology, and its potential is only now beginning to be explored for environmental
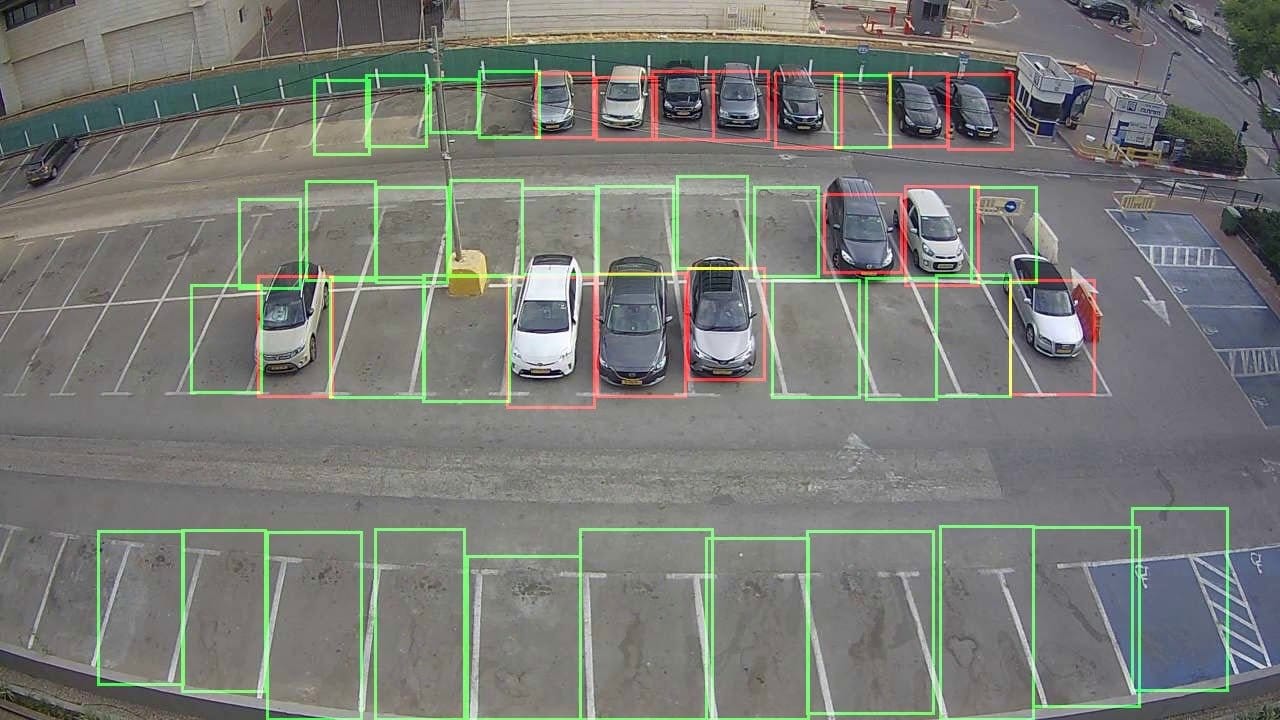
Education, Retail, Smart City, Transportation
Lot occupancy monitoring
Complete application to detect vehicles with Computer Vision and Deep Learning
Manufacturing
Asset usage optimization
Gain visibility into asset use to reduce waste, increase availability, and support smarter resource planning.
Manufacturing
Non-value-add movement reduction
Identify and reduce unnecessary motion or travel that adds cost without contributing to output or quality.
Healthcare, Services
Posture recognition
Detect specific human poses such as Lying Down, Sitting, Standing automatically.
Load more