Manufacturing
Improve on-site performance by learning about how computer vision can improve both operational efficiency and health and safety.
Incident prevention and risk: top industrial safety priorities
Explore in detail how computer vision mitigates for and reduces safety risks, with a focus on incident prevention from AI-powered systems.

Manufacturing’s $13 billion problem: the ergonomic injury epidemic
AI Vision is tackling the growing ergonomic injury epidemic, a silent killer of manufacturing productivity, costing billions annually.

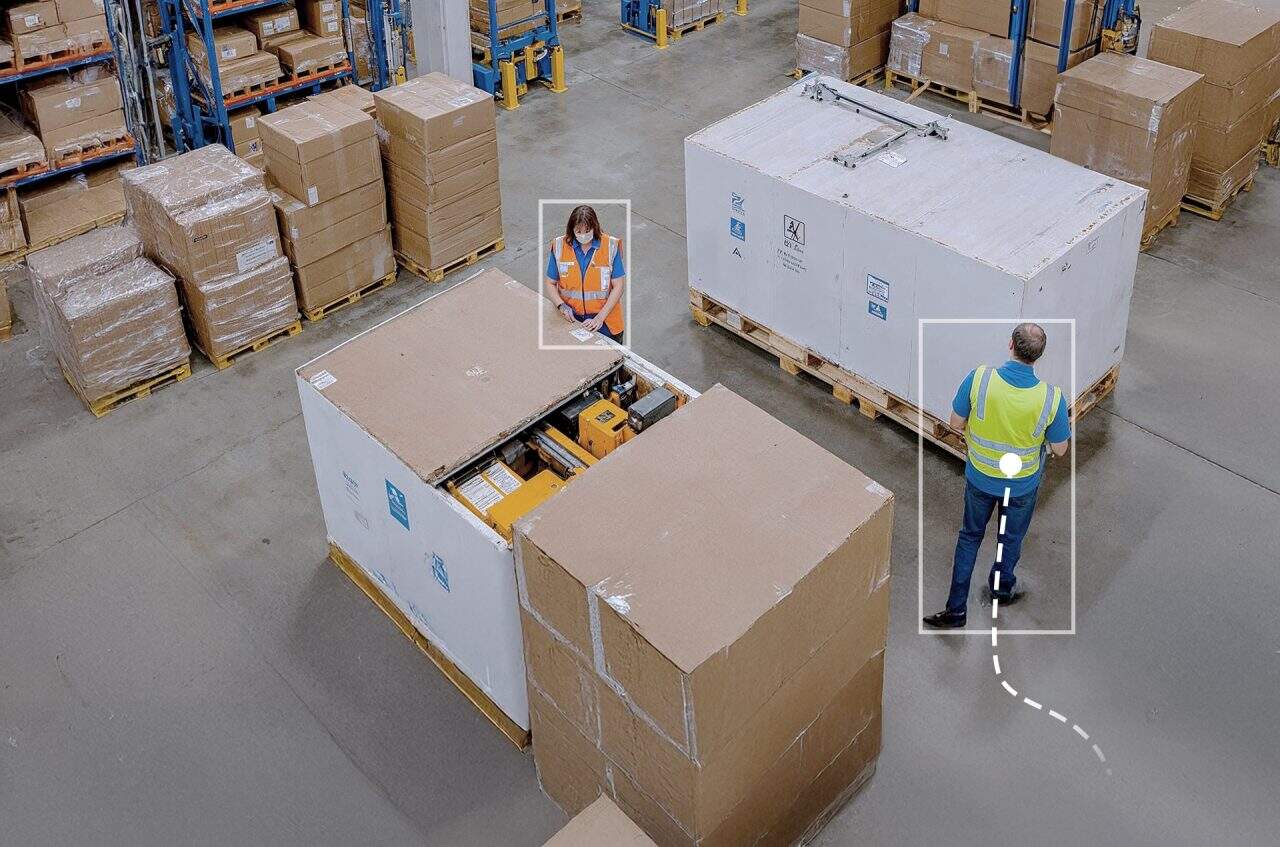
Behind safer workforces: reducing workplace injuries by 85%
How many industrial leaders are removing the vast majority of reportable workplace injuries by deploying AI-powered computer vision solutions.

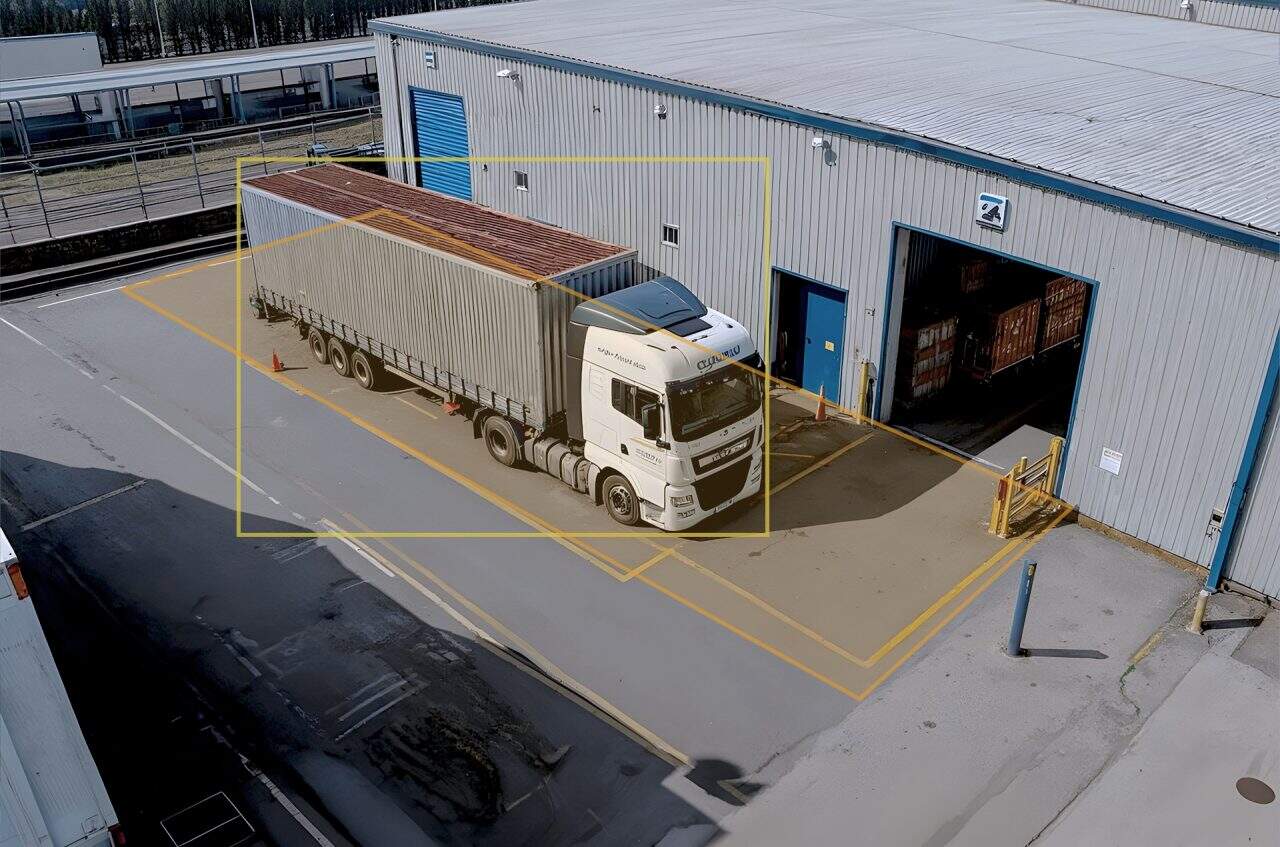
Industrial vehicle safety: prevent forklift accidents with AI Vision
Transforming vehicle safety from re-active to pro-active: deploying and scaling AI Vision with smart CCTV cameras and edge computing.

Smart PPE monitoring: 99% compliance with AI Vision
Unlocking a more protective environment where smart PPE monitoring drives compliance: PPE worn, seen, and enforced, at all times.
Beyond AI Vision: The rise of VGI (Visual General Intelligence)
Discover how Visual General Intelligence goes beyond detection to understand context, prevent risks, and transform workplace safety.
Material availability tracking
Monitor material readiness at key steps to ensure supply keeps pace with production and reduce stoppages.

Machine utilization & downtime logging
Track machine usage and downtime to reveal inefficiencies, support maintenance, and optimize output.
Non-value-add movement reduction
Identify and reduce unnecessary motion or travel that adds cost without contributing to output or quality.

Work/Idle workstation logging
Continuously log workstation status to understand uptime, spot interruptions, and improve resource alignment.
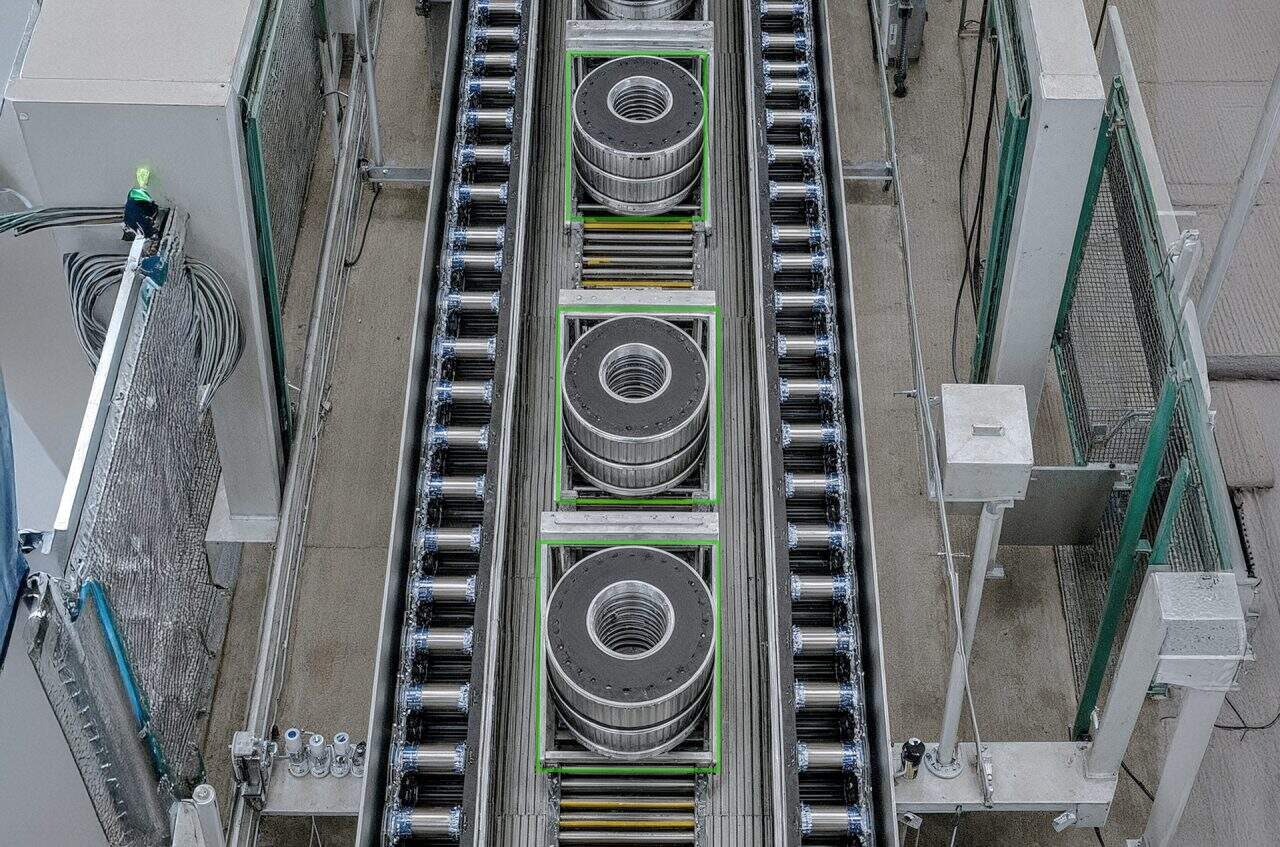
Material flow rate monitoring
Measure how materials move across the line to identify delays, flow issues, and improve production efficiency.

Activity monitoring over time
Track how work activities evolve throughout the day to uncover trends, inefficiencies, and areas for performance improvement.