Mining
Transform mining safety and productivity with AI vision technology that detects hazards and monitors critical environments in real time.

PPE detection
Intelligent PPE detection helps companies move from reactive oversight to proactive prevention.

Work-at-height detection
Enterprise-grade computer vision provides firms with a powerful tool to monitor work-at-height by spotting issues before they escalate to improve safety outcomes across the board.

Harness detection
Intelligent harness detection brings a new layer of precision to workplace safety for risk reduction, compliance improvements, and, most importantly, personnel protection.
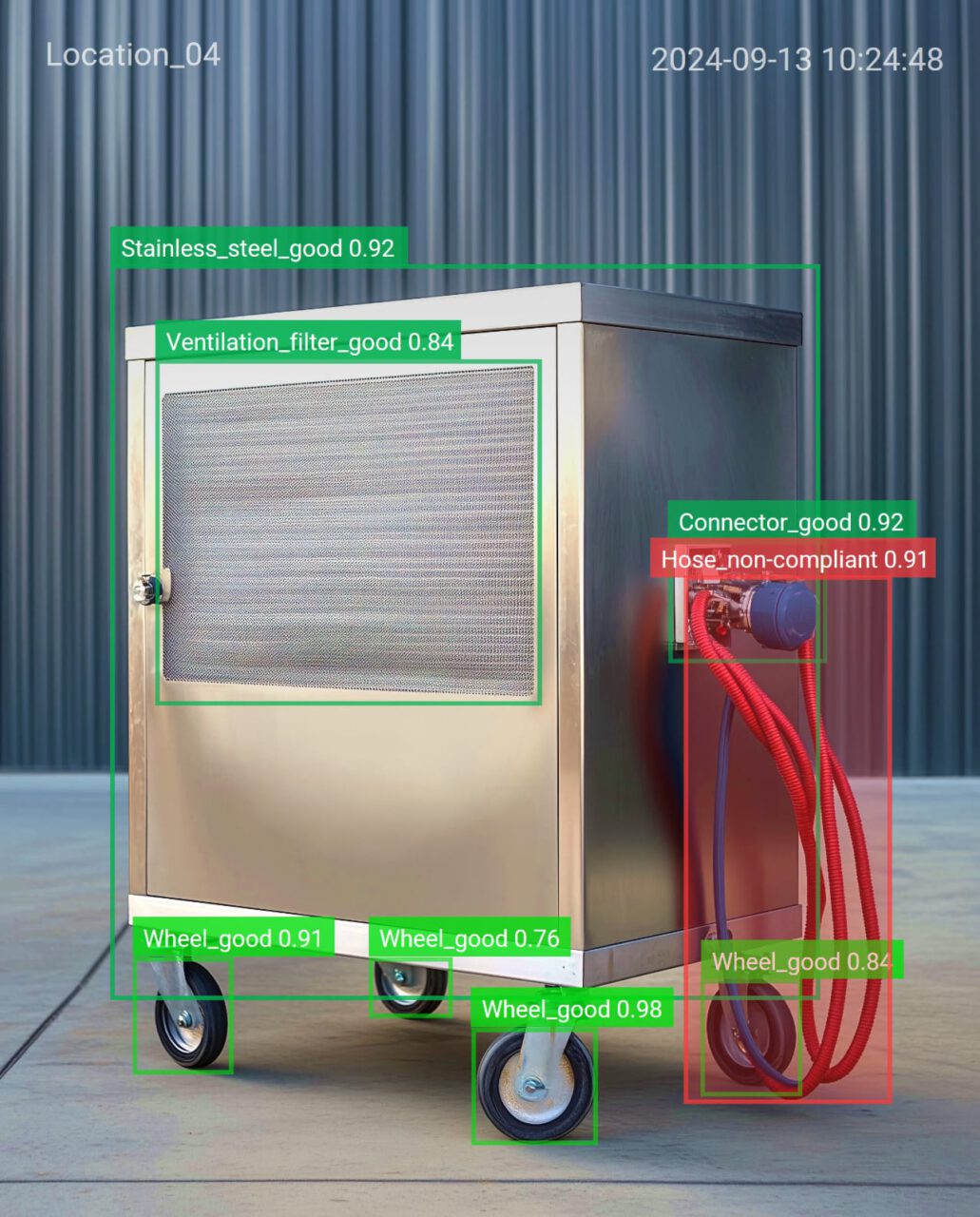
Equipment inspection
Intelligent inspection, powered by visual AI, is helping companies see more, act faster, and prevent problems before they happen.
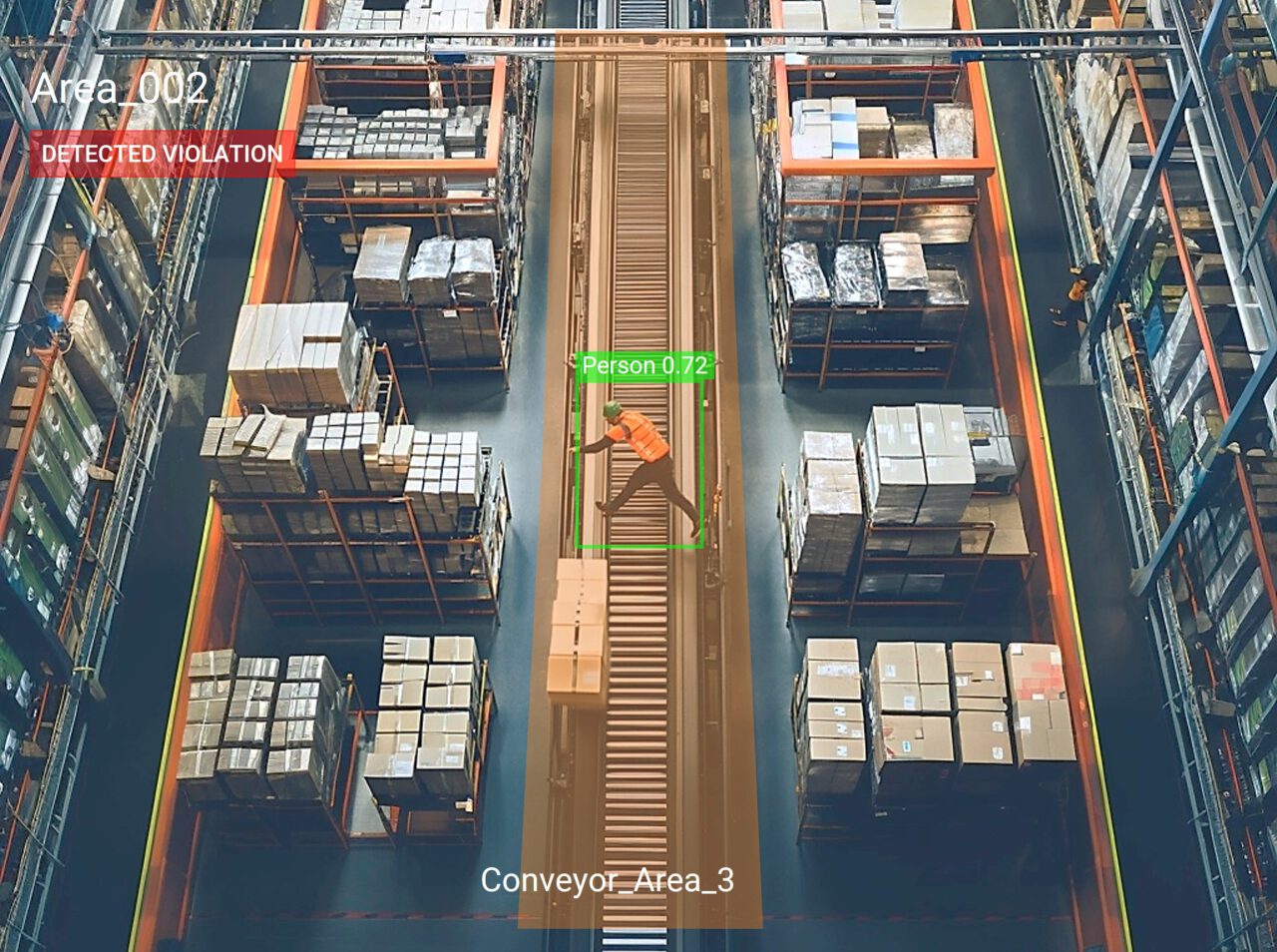
Near-miss detection
AI-powered near-miss detection drives home the idea that a proactive safety culture extends beyond reactive incident reports and training.
Applied Computer Vision: Which Industries Benefit the Most?
Which industries will reap the most value from computer vision? We discuss the applications where visual intelligence makes a difference.

Predictive maintenance of heavy machinery
Construction and manufacturing companies employ computer vision for predictive maintenance on heavy machinery with high accuracy.
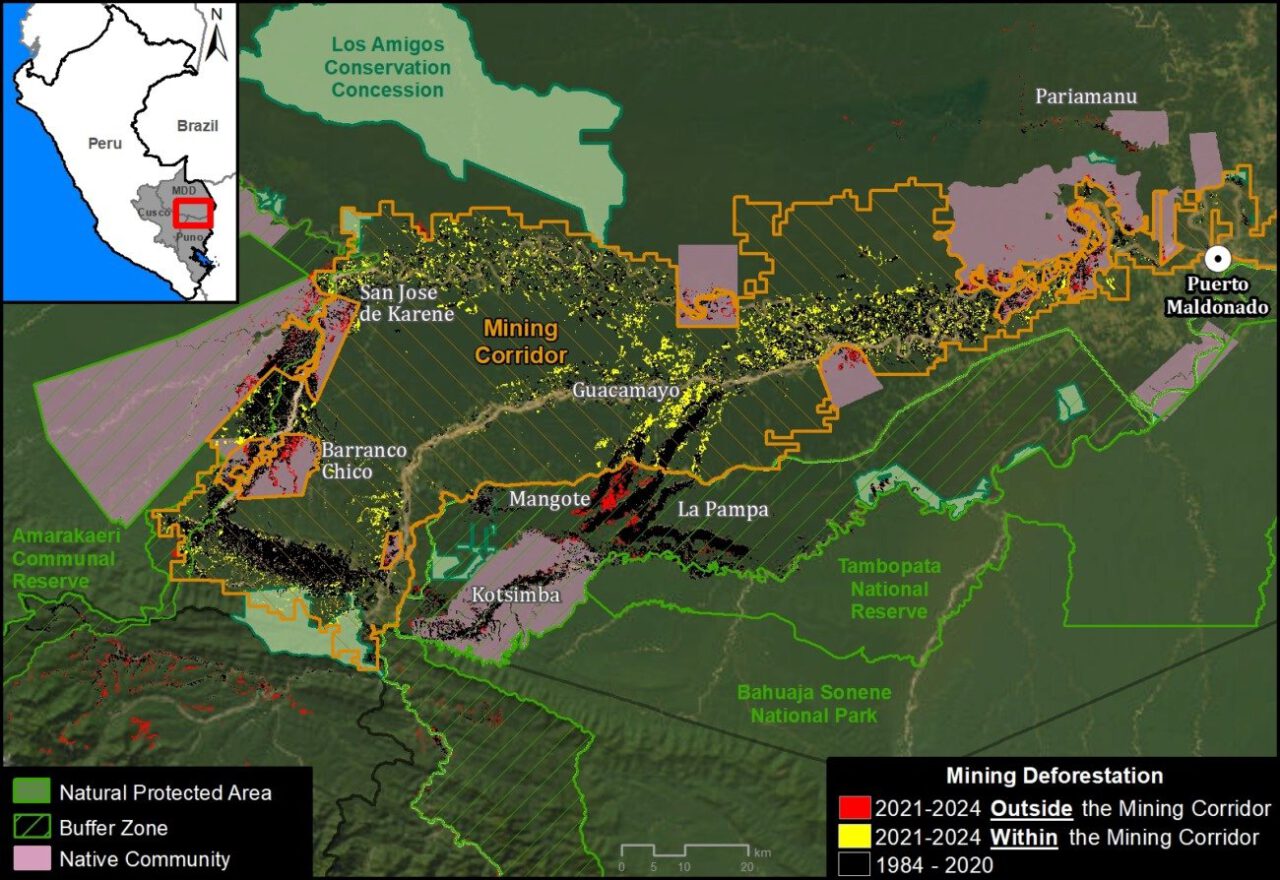
Popular applications of computer vision in mining
From targeting profitable sites to enhancing productivity and automating operations - AI is revolutionizing the mining industry.
Viso Suite Whitepaper
Computer vision is highly disruptive across all industries. To enable computer vision in real-world applications, organizations have to manage the entire lifecycle of applications.

Popular applications of computer vision in oil and gas
Trends and applications of computer vision in the oil and gas industry: Visual monitoring, leak and corrosion detection, safety, automation.

Analog instruments reading
Computer Vision application to read analog dials such as gauges, digital displays, and warning light colors using cameras.
